激光焊接技术做为一种高度自动化,高效柔性化,智能化的加工技术,己经广泛应用用于汽车制造生产领域,早在 1964年就己经应用在于薄板零件焊接中,随着人们生产质量的提高,对汽车的安全质量关注度越来越多,其质量安全 也势必成为消费者最为关心的内容之一,同时,激光焊接的无污染,无辐射的特点也成为各国政府支持的项目,80年 代开始,广泛应用于汽车车身制造,下边我们以激光焊接技术在广汽传奇GS4焊接实际应用为例。上海铭琢激光科技有限公司是一家集科研、开发、生产、销售、服务研发上海激光焊接机、精密激光打孔机、金属激光焊接机、金属激光切割机等激光设备制造企业。拥有上海激光打字机、大功率激光焊接机等设备的专业生产厂家
一、激光技术四种激光焊接类型
1激光钎焊
以激光为热源,利用熔点比母材料低的材料做为钎料,经过激光熔化后变为液态并润湿母材,实现对母材间隙的填充 并与母材互相扩散结合,最终实现联接,激光钎焊不但有利于提高产品的美观度,而且对加强画身的牢固度起到良好 的促进的作用。
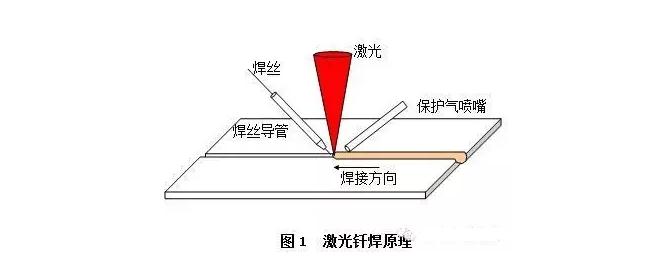
激光钎焊为目前汽车车身焊接应用广泛的焊接工艺,它的主要优势在于能生成光滑的表面,同时可避免熔化锌镀层。 其在车身上多用于以下部位:左右侧围与顶盖接合处(取消车顶橡胶密封条,美观且降低成本);后备箱外板上下两部分 的结合;C柱上下两段的结合。
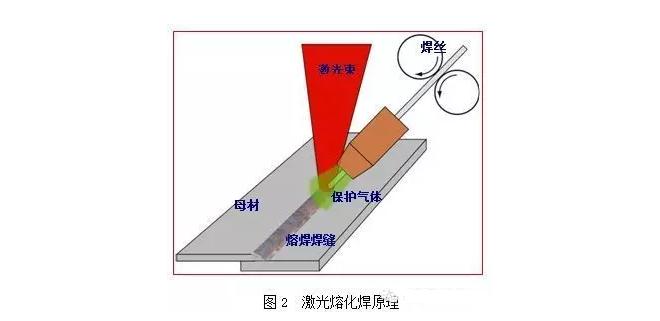
2.激光熔化焊
激光熔化焊是利用激光为热源,在两板件角接处,各熔化两板件部分母材(同时熔化附近焊丝填充两板件角接处),使 其形成液体金属,待其冷却后,形成可靠连接的一种焊接方法 激光熔化焊具体可分为激光熔透焊、激光熔焊(不填丝)和激光熔化填丝焊等,多用于汽车顶盖与地板等处的焊接。
3.激光远程焊接
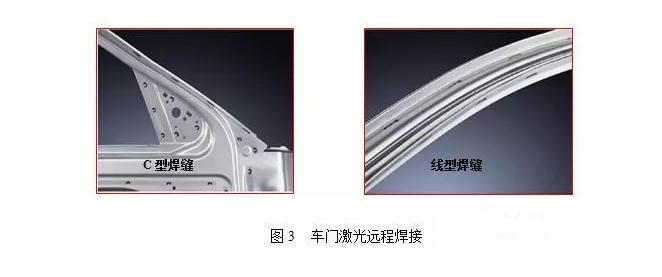
激光远程焊接是在机器人的第六轴上安装一个振镜扫描头,仅通过镜片摆动反射,实现激光轨迹运动,而无需机器手 臂跟随运动。激光远程焊接系统高度柔性化,效率更高,一套系统可取代6~9套普通机器人点焊。激光头与工件距离 超过500mm,可延长镜头保护玻璃的使用寿命。
与传统的焊接工业相比,激光远程焊接最大的优点在于能够提高生产率,扫描头的快速镜片运动使得用于定位机械手 的时间大大减少,进而大幅度缩短了制造时间,与电阻点焊平均0.5个焊点/s的速度相比,激光远程焊接的速度为3~4 个焊点/s,使激光束得到了充分利用。通过大批量生产测试,激光远程焊接同传统的电阻焊接相比,时间缩短了80%。 扫描式镜头高灵活性的另一个重要体现是焊接形状的多样性,如果焊缝为C字形,跟线性的焊缝相比,它的焊接速度明 显增加。激光远程焊接多用于汽车白车身分总成上,图3为激光远程焊接的部分实物。
4.激光复合焊
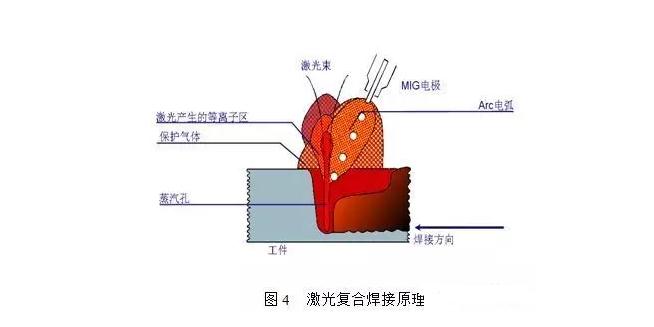
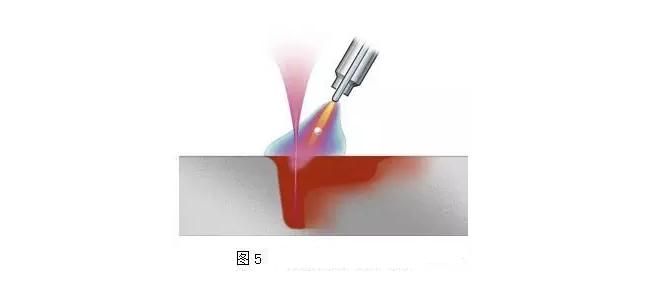
激光复合焊接主要指激光与MIG电弧复合焊接。在这种工艺中,激光和电弧相互作用、取长补短,其工艺原理如图4所示。
激光复合焊比激光焊更加经济。激光-MIG焊采用激光束和电弧共同工作,焊接速度高、焊接过程稳定且热效率高,同 时允许更大的焊接装配间隙。激光-MIG复合焊的熔池比MIG焊的要小,热输入低、热影响区小且工件变形小,大大减少 了焊后纠正焊接变形的工作。激光复合焊结合效果如图5所示。
二、激光焊接的优势及不足
1.激光焊接的优势
1、可通过光纤实现远距离、普通方法难以达到的部位多路同时或分时焊接。
2、热量输入小,热影响区小,工件收缩和变形小,无需焊后矫形。
3、搭接边较传统点焊缩短,有利于车身轻量化及降低成本。
4、生产效率高,加工质量稳定可靠,经济效益和社会效益良好。
5、激光束的激光焦点光斑小,功率密度高,可焊接一些高熔点、高强度的合金材料。
6、焊缝强度高,焊接速度快,焊缝窄且表面状态好,免去焊后清理等工作。
2.激光焊接的不足
1、由于飞溅大,穿透焊的焊缝相对于钎焊更粗糙,但是强度比普通点焊要强得多。
2、焊道凝固较为快速,可能存在气孔及脆化的缺陷。
3激光填丝焊工艺控制比较困难。激光填丝焊属于熔焊,聚焦光斑分别照射到工件和焊丝上。熔池较小,要使不断送进 的焊丝均匀熔化,光丝相对位置的准确控制非常重要。
4、与其他焊接方法相比,激光器及其相关系统的成本较高,前期一次性投资较大。
5、激光焊接由于激光聚焦光斑尺寸小、焊缝窄,对工件装配精度要求高。焊件位置必须非常精确,要求光束在工件上 的位置不能有明显偏移,务必在激光束的聚焦范围内。若工件装配精度或光束定位精度达不到要求,很容易造成焊接 缺陷。激光焊接对焊缝形状的要求如图6所示。
3、常出现的以下几项缺憾
3.1、夹杂物:
激光焊接时,熔池凝固很快,由于偏析可能产生各种夹杂物,夹杂物是裂纹的发源地,降低了焊缝的强度使焊缝脆化,严重时会导致焊缝中出现裂纹。
3.2、裂 纹:
是激光焊接过程中出现的最严重的缺陷。导致焊接接头开裂的主要因素有两种:冶金因素和力学因素。激光焊接的不平衡快速加热与快速冷却的特征,使得整个接头处于复杂的应力状态,构成了接头开裂的力学因素;激光焊接又是一系列不平衡工艺过程的综合,在快速冶金凝固过程中,必然会出现成分分布的不均匀,低抗裂性能的淬硬组织等,它们构成了促进裂纹萌生的冶金因素。
3.3、气 孔:
是激光焊接常见的一种缺陷,即便是致密材料,激光焊接也存在气孔的问题。焊接锯片刀头这类烧结材料,焊缝中出现气孔的可能性就更大。气孔的形成主要有3种原因:低熔点组分的烧损、过渡层孔隙中的气体、保护气体的卷入。形成气孔的机理是:熔池中的液态金属在高温下溶解了较多气体,被焊过渡层孔隙中的气体也随之进入熔池。随着温度的下降,气体溶解度下降,气体析出。若析出的气体上浮速度小于熔池的凝固速度,就会在焊缝内形成气孔。 由于以上的情况对整车厂的技术及经济实力提出了较高要求,制约了激光焊接技术在国内的广泛应用。目前它在我国 白车身制造中的应用相对来说还比较有限,不过也有不少厂家已经有比较好的应用效果。
从上面内容可以看出,激光焊接优点远远超过其缺点,汽车焊接不但能提高车身的美观度,还能提高车身加工精度与 车身的强度,为消费者提供了有力的保障,随着激光加工技术的不断提高,其应用范围将进一步哨得到扩展,特别是 生活消费中的应用将有更大的发展应用空间。
上海铭琢激光科技有限公司是一家集科研、开发、生产、销售、服务研发上海激光焊接机、精密激光打孔机、金属激光焊接机、金属激光切割机等激光设备制造企业。拥有上海激光打字机、大功率激光焊接机等设备的专业生产厂家
-

-
激光设备影响力推荐铭琢激光
服务至上 ● 诚信经营
- 全国服务咨询热线
- 18721801181

