1、在铝合金表面人工制孔或采用光收集器形式接头,开V形坡口或采用拼焊(拼接间隙相当于人工制孔) 方法,都可以增加铝合金对激光的吸收,获得较大的熔深。另外,还可以利用合理设计焊接缝隙来增加铝合金表面对激光能量的吸收(如图1)。从图上可以直观的反应出,将焊缝和激光束的位置关系由图1(a)改为图1(b)或图1(c),使激光束与缝壁有一定角度后,激光束能够在缝隙内多次反射,形成一个人工小孔,增加了焊件对激光能量的吸收。
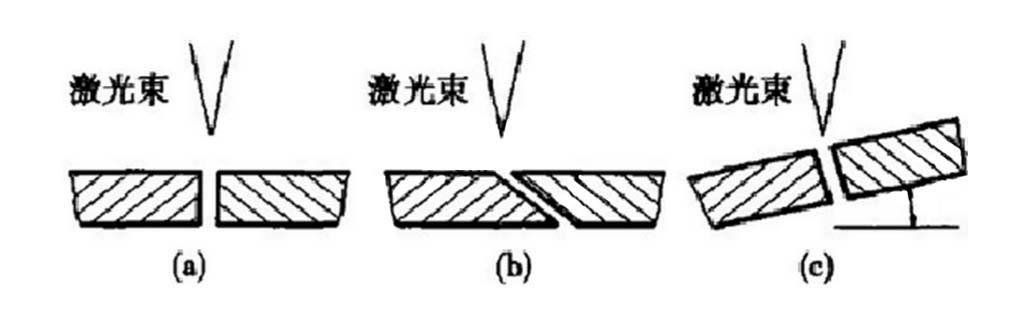
图1 改变焊缝几何形状
2、 小孔的诱导和维持 小孔的诱导和维持是铝合金激光焊接中的特有困难,这是由铝合金材料特性和激光光学特性造成的。激光焊接的过程中,小孔可看成是铝合金的黑体,能大大提高材料对激光的吸收率,为母材获得更多的能量耦合,这有利于提高焊接接头的质量。但由于铝合金的高反射性和高导热性,要诱导小孔的形成就需要激光有更高的能量密度。而铝元素以及铝合金中的Mg、Zn、Li沸点低、易蒸发且蒸汽压大,虽然这有助于小孔的形成,但等离子体的冷却作用(等离子体对能量的屏蔽和吸收,减少了激光对母材的能量输入)使得等离子体本身“过热”,却阻碍了小孔维持连续存在。
3、激光焊接与其他传统的焊接相比,激光焊接主要的优点是速度快、深度大、变形小,可焊接难熔材料如钛、石英等,并能对异性材料施焊,效果良好。同时,激光焊接也存在着一定的局限性,要求焊接装备精度,且要求光束在工件上的位置能有显着偏移。激光器及其相关系系统的成本较高,一次性投资较大。
本文链接: 深入了解激光焊接机
相关链接:激光加工的工作原理
版权所有: 非特殊声明均为本站原创文章
转载请注明出处:上海铭琢铭琢激光科技有限公司交流客服QQ:2948342054
-

-
激光设备影响力推荐铭琢激光
服务至上 ● 诚信经营
- 全国服务咨询热线
- 18721801181

